大連龍(lóng)堯塑料機械有限公司
聯係人:徐(xú)經理
手(shǒu) 機(jī):13354065688
電 話:0411-86268088
0411-86268988
維修號:0411-86265066
Email :xu86268088@126.com
地(dì) 址:遼寧省大連旅(lǚ)順石灰窯(yáo)
網 址(zhǐ):www.yqqtyy.com
全國招商熱線
13354065688

大連龍(lóng)堯塑料機械有限公司
聯係人:徐(xú)經理
手(shǒu) 機(jī):13354065688
電 話:0411-86268088
0411-86268988
維修號:0411-86265066
Email :xu86268088@126.com
地(dì) 址:遼寧省大連旅(lǚ)順石灰窯(yáo)
網 址(zhǐ):www.yqqtyy.com
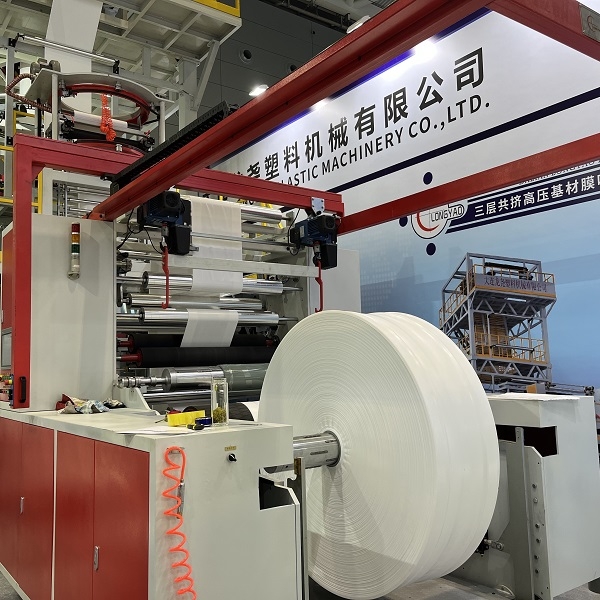
三層共擠吹膜機(jī)在生產過程中,薄膜氣泡是一個常見的問題,不僅影(yǐng)響(xiǎng)薄膜的外(wài)觀質(zhì)量,還可能降低其物理性能。因此,解決薄膜氣泡問題對於提高產品質量和生產效率至關重要。
一、薄(báo)膜氣泡的成因
原材料問題
原材料是影響薄膜質量的重要因素。如(rú)果原材(cái)料中含有水分(fèn)、雜質或(huò)揮發物,在高溫(wēn)熔融過程中,這(zhè)些物質會形成氣體,導(dǎo)致薄膜內部產生氣(qì)泡。此外,不同樹脂的相容性差也可能導致氣(qì)泡的產生。
設備問題
三(sān)層共擠吹膜機的設備(bèi)狀態直接影(yǐng)響薄膜的質(zhì)量。如果擠出機(jī)的螺杆設計不合理、溫度控製不精準,或者模頭流道設計不當,都可能導致熔體流動不均勻,從而產生氣(qì)泡。
工(gōng)藝參數設(shè)置不當
工藝參數如擠出溫度、吹脹比、牽引速度等設置不合(hé)理(lǐ),會(huì)導致熔(róng)體流動性差或冷卻不均勻(yún),從而形成氣泡。例如,溫度(dù)過高可能導致樹脂降解產(chǎn)生(shēng)氣體,溫度過低(dī)則可能(néng)導致熔體流動性不足。
環境因素
生產(chǎn)環境中的(de)濕度、溫度(dù)等條件也會影響薄(báo)膜質量(liàng)。如果環境(jìng)濕度過高,原材料(liào)容易吸濕,在熔(róng)融過程中產生氣泡。
二、解決薄膜氣泡的方法
優(yōu)化原材(cái)料選擇與處理
原材料選擇:選擇質量穩定、雜質少的樹脂原料,確保其含水率和(hé)揮發物含量符合要求。
原材料幹燥:在投料前(qián),對原材料進行充分幹燥處理,尤其是吸濕(shī)性較(jiào)強的(de)樹脂(如PA、PET等),通常需要(yào)在80℃-120℃下幹燥4-6小時。
相容性調節:對於三層共擠薄膜,需確保各層樹脂的相容性良好,必要時添加相容(róng)劑以改善界麵(miàn)結合。
設備維護與改進
螺杆與機筒檢查:定期檢查螺杆和機筒的磨損情況,確保(bǎo)其表麵光滑無損傷,避免因局部熔體(tǐ)滯留而產(chǎn)生(shēng)氣(qì)泡。
模頭(tóu)流(liú)道優化:模頭流道的設計應確保熔體流動均勻,避免出現死角(jiǎo)和滯(zhì)留區。可(kě)以通過調整模頭間(jiān)隙和流道形狀來改善熔體分布。
溫度控(kòng)製:確保擠出機各(gè)段溫度(dù)控製精準,避免局部過熱或過冷。可以(yǐ)使用(yòng)多點測溫儀實時監控溫度變化。
調整工藝(yì)參數
擠(jǐ)出溫度:根據樹脂的熔融(róng)特性,合(hé)理設置擠出溫度。溫度過高會導致樹脂降解,溫度過低則可能導致熔體流動性不足。
吹脹比與牽引速度:吹脹(zhàng)比和牽引速度的設置(zhì)應與(yǔ)樹脂的熔體強度相(xiàng)匹配。過高的吹脹比可能導致薄(báo)膜拉伸過度,形成氣泡;過低的牽引速(sù)度則可能導致冷卻不均勻。
冷卻係(xì)統:優化冷卻風環的設計和風量分布,確保薄膜均勻冷卻,避免因冷卻(què)不均(jun1)而產生(shēng)氣泡。
環境控製
濕度控製:在(zài)生產車間安裝除濕設備,控製環(huán)境濕度在合理範圍內(通常低於60%),避免原材料吸(xī)濕。
溫度控製:保持車間溫度穩定,避免因溫度波動影(yǐng)響熔體流動性和冷卻效果(guǒ)。
在線檢測與反饋(kuì)
在線檢測:安裝在線檢測設備(如氣泡檢測(cè)儀),實時監控薄(báo)膜質量,及時發現並處理氣(qì)泡問題。
數據分析:通過數據分析(xī),找出氣泡產生的規律,優化生(shēng)產工藝和設(shè)備參數(shù)。
三、案例(lì)分析
某三層共擠吹膜機在生產PA/PE/PA結構的薄(báo)膜時,頻繁出現氣泡問題。經過分析,發現以下原因(yīn):
PA樹脂吸濕(shī)嚴(yán)重,未充分幹燥;
擠出機溫度設置過高,導致PA樹脂降解;
吹脹比過大,薄膜拉伸過度。
針(zhēn)對這些問題,采取了以下措施:
將PA樹脂在120℃下幹燥6小時;
降低擠出機溫度,避免PA樹脂降解;
調整吹脹比至合理(lǐ)範圍。
經過上述改進,薄膜氣泡問題得(dé)到顯著改善,產品(pǐn)質量大幅提升。
三層共擠吹膜機中薄膜氣泡問題的解決需要從(cóng)原(yuán)材料、設備、工藝和環境等多個方麵入手。通過優化原材料處理、改進設備設計、調整工藝參數以及控製生產環境,可以有效減少或消除薄膜氣泡,提(tí)高(gāo)產品質量和生產效率。同時,建立完善的(de)在(zài)線檢測(cè)和數據分析係統,有助於及時發現和解決(jué)問(wèn)題,實現穩定高效的生產。
層共擠吹膜機")
聯係人:徐經理(lǐ)
手 機(jī):13354065688
電 話:0411-86268088
0411-86268988
維修號:0411-86265066
網 址:www.yqqtyy.com
Email :xu86268088@126.com
地 址:遼寧省大連旅順石灰窯

手機站(zhàn)